¶ Overrides
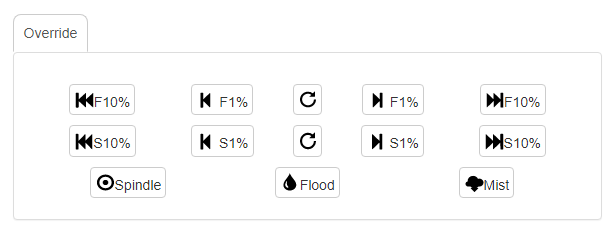
Overrides are realtime commands that affect parameters while a job is running. They are generally sent via a gcode sender or pendant. Here is the WebUI override panel as an example.
¶ Overview
Speed (Spindle). rapid (G0 Motion), and feed (G1,G2,G3 Motion) overrides let you override current values. They can be used while running a gcode job. For example: if you think changing the spindle speed may improve cut quality, you can increase or decrease the speed in 1% or 10% increments. You can never go faster than the max in your config files.
The increments are based on the current S (speed) or F (feed) value. If you have a speed of 1000, increments of 10% will take it to 1100, 1200, etc.
You can see the current values in the status responses.
<Idle|MPos:60.000,0.000,0.000,0.000,0.000,0.000|FS:500,8000|Ov:100,100,110>
FS:500,8000contains real-time feed rate, followed by spindle speed, data as the values.Ov:100,100,110indicates current override values in percent of programmed values for feed, rapids, and spindle speed, respectively.
Send $G to see all the gcode values.
[GC:G0 G54 G17 G21 G90 G94 M5 M9 T0 F200 S1000]
F200This gives the programmed feed rate (before overrides).S1000This gives the programmed speed (before overrides).
¶ Spindle Override Stop
This only works in hold mode. It allows you to stop the spindle. If your bit is tangled in chips, you could do a feedhold, then do a spindle override stop, You can now clear the chips. You can either click the button again to start the spindle or the spindle will automatically restart when feedhold is ended.
Note: This cannot be used to toggle the spindle in idle. Use M3, M4, and M5 for that.
¶ Coolant Toggles
You can override the coolant state of a running job. This is not meant for normal control of coolant. Use M7, M8, and M9 for that.
¶ Command characters
These are all single character "immediate" commands. They take effect in a fraction of a second. The characters are all non printable characters, so they cannot be accidentally placed in gcode. You need a sender application or the WebUI to send them.
Here are the values
FeedOvrReset = 0x90, // Restores feed override value to 100%.
FeedOvrCoarsePlus = 0x91,
FeedOvrCoarseMinus = 0x92,
FeedOvrFinePlus = 0x93,
FeedOvrFineMinus = 0x94,
RapidOvrReset = 0x95, // Restores rapid override value to 100%.
RapidOvrMedium = 0x96,
RapidOvrLow = 0x97,
RapidOvrExtraLow = 0x98, // *NOT SUPPORTED*
SpindleOvrReset = 0x99, // Restores spindle override value to 100%.
SpindleOvrCoarsePlus = 0x9A, //
SpindleOvrCoarseMinus = 0x9B,
SpindleOvrFinePlus = 0x9C,
SpindleOvrFineMinus = 0x9D,
SpindleOvrStop = 0x9E,
CoolantFloodOvrToggle = 0xA0,
CoolantMistOvrToggle = 0xA1
¶ Advanced Users
These are the defined values in config.h for the overrides.
// Configure rapid, feed, and spindle override settings. These values define the max and min
// allowable override values and the coarse and fine increments per command received. Please
// note the allowable values in the descriptions following each define.
namespace FeedOverride {
const int Default = 100; // 100%. Don't change this value.
const int Max = 200; // Percent of programmed feed rate (100-255). Usually 120% or 200%
const int Min = 10; // Percent of programmed feed rate (1-100). Usually 50% or 1%
const int CoarseIncrement = 10; // (1-99). Usually 10%.
const int FineIncrement = 1; // (1-99). Usually 1%.
};
namespace RapidOverride {
const int Default = 100; // 100%. Don't change this value.
const int Medium = 50; // Percent of rapid (1-99). Usually 50%.
const int Low = 25; // Percent of rapid (1-99). Usually 25%.
const int ExtraLow = 5; // Percent of rapid (1-99). Usually 5%. Not Supported
};
namespace SpindleSpeedOverride {
const int Default = 100; // 100%. Don't change this value.
const int Max = 200; // Percent of programmed spindle speed (100-255). Usually 200%.
const int Min = 10; // Percent of programmed spindle speed (1-100). Usually 10%.
const int CoarseIncrement = 10; // (1-99). Usually 10%.
const int FineIncrement = 1; // (1-99). Usually 1%.
};